ข้อต่อไฮดรอลิค อะแดปเตอร์ เบื้องต้น – Introduction to Hydraulic Adapters
สิงหาคม 31, 2021วิธีการระบุพอร์ตและตัวเชื่อมต่อ ในระบบของไหล
กันยายน 11, 2021มาตรฐานการติตตั้ง สายประกอบไฮดรอลิค และ ข้อต่ออะแด็ปเตอร์
( Hydraulic Assemblied Hoses & Adapter Fitting Installation ) สำหรับ ประกอบ-ติดตั้ง ข้อต่อและสายไฮดรอลิค และ การป้องกัน ชิ้นส่วนเสียหายจากการประกอบ-ติดตั้ง ระบบไฮดรอลิค
มาตรฐานการทำงานของผู้รับเหมาติดตั้ง มีรายการดังต่อไปนี้ :
- งานเหมาติดตั้ง ระบบสายไฮดรอลิคดัด พร้อมข้อต่อ ( Hydraulic Assemblied Hose Parts ) ทั้งคัน ขอบข่ายงานที่ทำ :
- Hydraulic Tank , PTO
- Directional Control Valve, Hand Valve
- Balance Valve , Brake Valve , Check Valve , Safety Relief Valve
- Connection Box
- Manifold to Solinoid Valve
- Dump Cylinder
- งานเหมาติดตั้ง ข้อต่ออะแด็ปเตอร์ ( Adapter Fittings ) ทั้งคัน ขอบข่ายงานที่ทำ :
- ข้อต่ออะแดปเตอร์ ไลน์แรงดัน ช่วงด้านหน้า กระบอกเทเล ยกถังดูดโคลน ( Dump Cylinder to Balance Valve )
- ข้อต่ออะแดปเตอร์ เข้าคอนโทรลวาล์ว ด้านหน้า ( Front Control Valve Pressure Line )
- ข้อต่ออะแดปเตอร์ เข้าไส้กรอง และ ก้อนลูกเต๋า ด้านหน้า ( Front Filter and Connection Box Line )
- ข้อต่ออะแดปเตอร์ (Manifold เข้า Solinoil มอเตอร์สายน้ำ)
- ข้อต่ออะแดปเตอร์ ถังไฮดรอลิค เข้า PTO
- ข้อต่ออะแดปเตอร์ เข้าคอนโทรลวาล์ว ด้านหลัง (Rear Control Valve Pressure Line)
- ข้อต่ออะแดปเตอร์ เข้าก้อนลูกเต๋า ใต้ถังดูดโคลน(Under Tank Connection Box Line)
- งานรับเหมาติดตั้งสายประกอบไฮดรอลิค ( Hydraulic Hose Parts ) ทั้งคัน ขอบข่ายงานที่ทำ : —สำรวจและ วัดแบบ สายไฮดรอลิค ต้นแบบ ที่
- สายไฮดรอลิค ไลน์แรงดัน ช่วงด้านหน้า กระบอกเทเล ยกถังดูดโคลน ( Dump Cylinder to Balance Valve )
- สายไฮดรอลิค เข้าคอนโทรลวาล์ว ด้านหน้า ( Front Control Valve Pressure Line )
- สายไฮดรอลิค เข้าไส้กรอง และ ก้อนลูกเต๋า ด้านหน้า ( Front Filter and Connection Box Line )
- สายไฮดรอลิค (Manifold เข้า Solinoil มอเตอร์สายน้ำ)
- สายไฮดรอลิค ถังไฮดรอลิค เข้า PTO
- สายไฮดรอลิค เข้าคอนโทรลวาล์ว ด้านหลัง (Rear Control Valve Pressure Line)
- สายไฮดรอลิค เข้าก้อนลูกเต๋า ใต้ถังดูดโคลน(Under Tank Connection Box Line)
—วัดแบบระบบข้อต่ออะแด็ปเตอร์และสายไฮดรอลิคที่
—ติด Part No. และ พันพลาสติกหุ้มหัวแป็ป ป้องกันฝุ่น และ แมลงในสโตร์
—ช่วยงานการติดตั้ง แป็ปไฮดรอลิค เข้าตาม Port ต่างๆ
—วัดแบบระบบข้อต่ออะแด็ปเตอร์และสายไฮดรอลิคที่
—ติด Part No. และ บรรจุใส่กล่องให้เรียบร้อย ป้องกันฝุ่น และ แมลงในสโตร์
—ช่วยงานการติดตั้ง ข้อต่ออะแด็ปเตอร์เข้าตาม Ports ต่างๆ
—ทำ Hydroscan Testing ก่อนส่งมอบชิ้นงาน
—ติด Part No. และ พันพลาสติกหุ้มหัวสายให้เรียบร้อย
—เพื่อป้องกันฝุ่น และ แมลงในสโตร์
—ช่วยงานการติดตั้ง สายประกอบไฮดรอลิค
การรับประกัน
เป็นระยะเวลา 1 ปี พร้อมแนบใบรายงานรับรองผล Internal Pressure Test Reports ของชิ้นส่วนสายไฮดรอลิค ด้วยระบบ Hydroscan Tester ส่งไปด้วย รวมทั้งจัดทำรายงานความคืบหน้าในการทำงาน Progress of Workdone ส่งให้ทุกงวดการส่งมอบงานการฝึกอบรม
ควรจัดส่งเจ้าหน้าที่ของบริษัทฯ เข้าไปอบรมพร้อมเครื่องมือช่วยงานประกอบที่จะส่งไปให้สำรองใช้ในงาน Assembly Line ทันทีเช่นกัน โดยจะมีการฝึกอบรมดังนี้ภาคทฤษฏีก่อน2 –3 วัน/ภาคปฏิบัติในภายหลัง 3 – 5 วัน
การจัดซื้อบริการของบริษัทฯในลักษณะเป็นงานจ้างผู้รับเหมาติดตั้ง ทำ เป็นแบบ Mass Production ช่วยลดต้นทุนการผลิต แล้วทางบริษัทฯ ควรจะจัดสรรเจ้าหน้าที่ไปฝึกอบรมให้ผู้รับเหมาติดตั้งด้วย
กรณีที่มีงานเดิน แป็ปไฮดรอลิค ( Hydraulic Tube Parts ) ด้วย
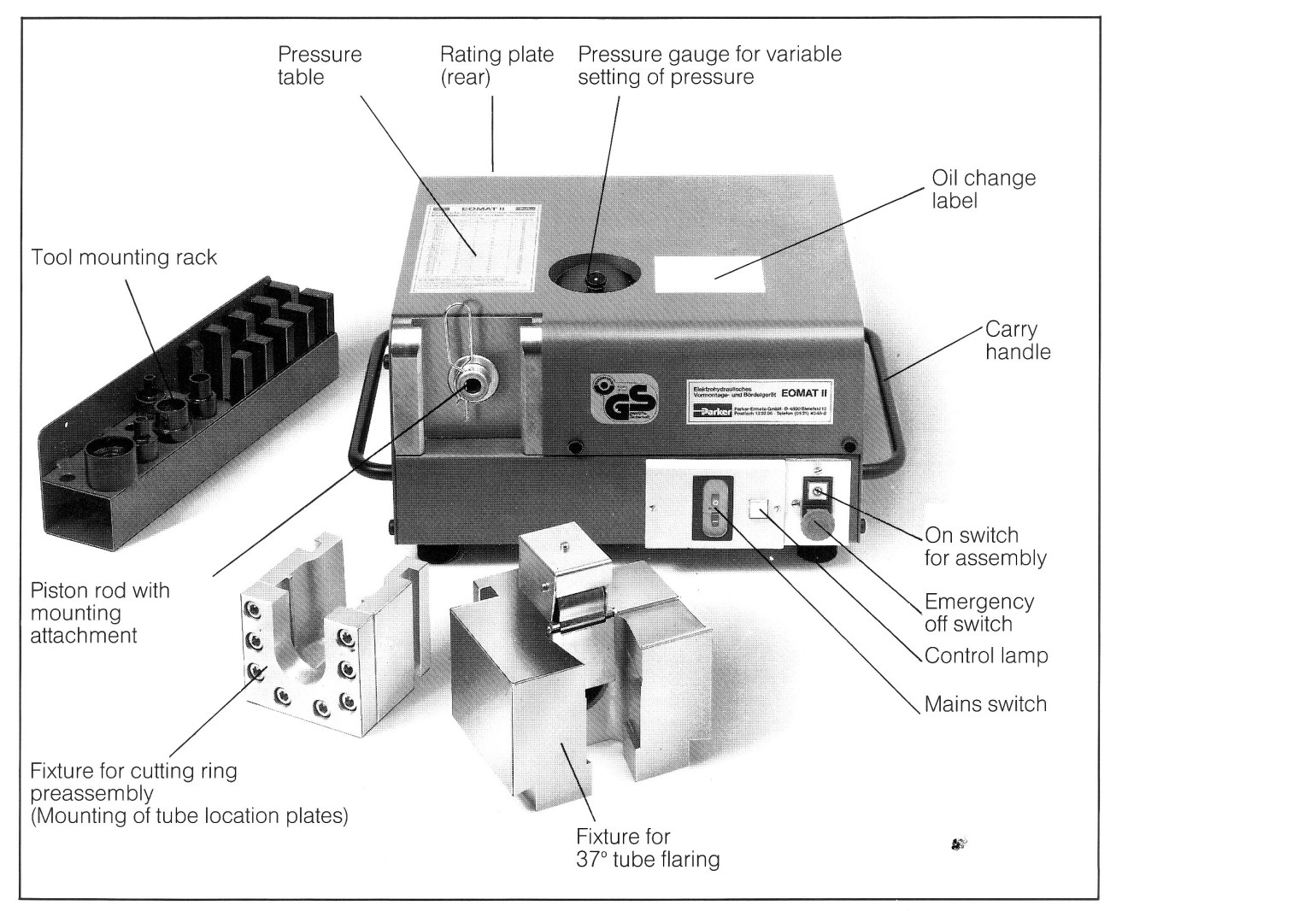
มาตราฐาน การบานหัวแฟร์ของชิ้นส่วนแป็ปไฮดรอลิค
หัวแฟร์ต้องบานออกอย่างเหมาะสม ไม่น้อยเกินไป หรือ บานออกไม่สุด และ หัวแฟร์ ที่บานออกน้อยจะมีพื้นที่เทเปอร์ น้อยเกินไป ตัวรองหัวแฟร์ตาไก่ หรือ หัวน็อต ก็ต้องมีขนาดถูกต้องเหมาะสมด้วย การตรวจสอบมีรายการดังต่อไปนี้ :-
—เข้าไปเช็ค ระบบแป็ปไฮดรอลิค ของเครื่องบานปาก ( Flare Tube Parts )
—เช็คหัวบาน ว่ามีการสึกไปมากน้อยแค่ไหน
—เช็คแรงอัดในการบานหัวออก ว่าถูกต้องหรือไม่
—ปรับปรุงหน้าสัมผัส หรือ เทเปอร์ ขอวงหัวบานให้ถูกต้อง
- การปรับแต่งชิ้นงาน ( Fine Adjustment ) ของ Tube Parts ที่หน้างาน เนื่องจากงานดัดแป็ป เป็นงาน Hand-made เป็นส่วนใหญ่ ปัญหาที่เกิด มีทั้ง 2 กรณี คือ :-
- การประกอบตัวรถ มี Tolerance ( ความคลาดเคลื่อน ) เกิดขึ้นเสมอ
- ชิ้นงาน Tube Parts ก็มี Tolerance เกิดขึ้นได้เหมือนกัน โดยเฉพาะพวกดัด 3 มิติ
- การดัดโดยใช้ Hand Bender ตัวดัดมือ 3R พร้อมลูกรีด 2R สำหรับแป็ป 20 มิล และ 25 มิล(การดัดเย็น)
- การดัดโดยการเป่าแก๊สล่น(การดัดร้อน)
- งานดัดแป็ป จะปรับอัตราส่วนให้ C2H2 มากกว่า O2 จะได้เปลวไฟ สีแดง-ส้ม-เหลืองส้ม ความร้อนจะประมาณ 800 องศา C
- งานตัด-เชื่อม จะปรับอัตราส่วนให้ O2 มากกว่า C2H2 จะได้เปลวไฟ สี น้ำเงิน-ขาว ความร้อนจะประมาณ 1,100 – 1,250 องศา C ( เป็น Melting Point จุดหลอมละลายของโลหะ ซึ่งไม่เท่ากันขึ้นอยู่กับส่วนผสมของโลหะ หรือ Alloy นั้น ๆ
- การป้องกันการขันหัวสาย ไม่ให้หน้าเทเปอร์แตก และ อะแด็ปเตอร์ข้อต่อ ไม่ให้ปีนเกลียว
- วัดขนาดเหลี่ยมของหัวน็อต เพื่อเลือกขนาดของประแจ เบอร์ที่เหมาะสมก่อน
- ใช้ประแจจับ อย่างน้อย 2 ตัวในการประกอบสายไฮดรอลิค
- เวลาขันต้องระวัง ในกรณีที่ยังขัน ไม่สุดเกลียว แต่รู้สึกตึงมือเกินไปในเวลาขัน ต้องรีบคายเกลียวถอยออกมาก่อน อย่าฝืนขันต่อไป
- เมื่อถอยเคลียวแล้ว ให้ปรับเปลี่ยนตำแหน่ง หรือ หมุนเกลียวใหม่ จนกระทั่ง สุดเกลียว หรือ Taper หน้าสัมผัส ของข้อต่อยันกัน
- การป้องกันไฟไหม้ชิ้นงาน
- จำเป็นต้องมี ถังดับเพลิง อยู่ใกล้ๆ บริเวณ ที่กำลังทำงาน ตัด-เชื่อม แก็ส เมื่อเกิดไฟไหม้ขึ้น ต้องรีบดับให้ทันเวลาก่อนที่จะลุกลาม ต่อไป จนเกิดความเสียหาย
- หมั่นฝึกซ้อมการป้องกัน การเกิดอัคคีภัยอยู่เสมอๆ
สัดส่วนในการตั้งอัตราส่วน ของ แก็ส อ็อกซิเยน ( O2 ) : แก็ส อะเซ๊ตทิลีน ( C2H2) ต้องเหมาะสมในการดัดแป็ป
การควบคุมการติดตั้ง ข้อต่อ-อะแด็ปเตอร์ ไฮดรอลิค
2)เช็ค Port ที่ทำการติดตั้ง ว่ามีการผายปากรู ทำ Camper หรือไม่ —เช็คการขันอัดในการยึดติดตั้ง ว่าถูกต้องหรือไม่ —ปรับปรุงหน้าสัมผัส หรือ บ่าของรูยึด (Port) ให้ถูกต้อง
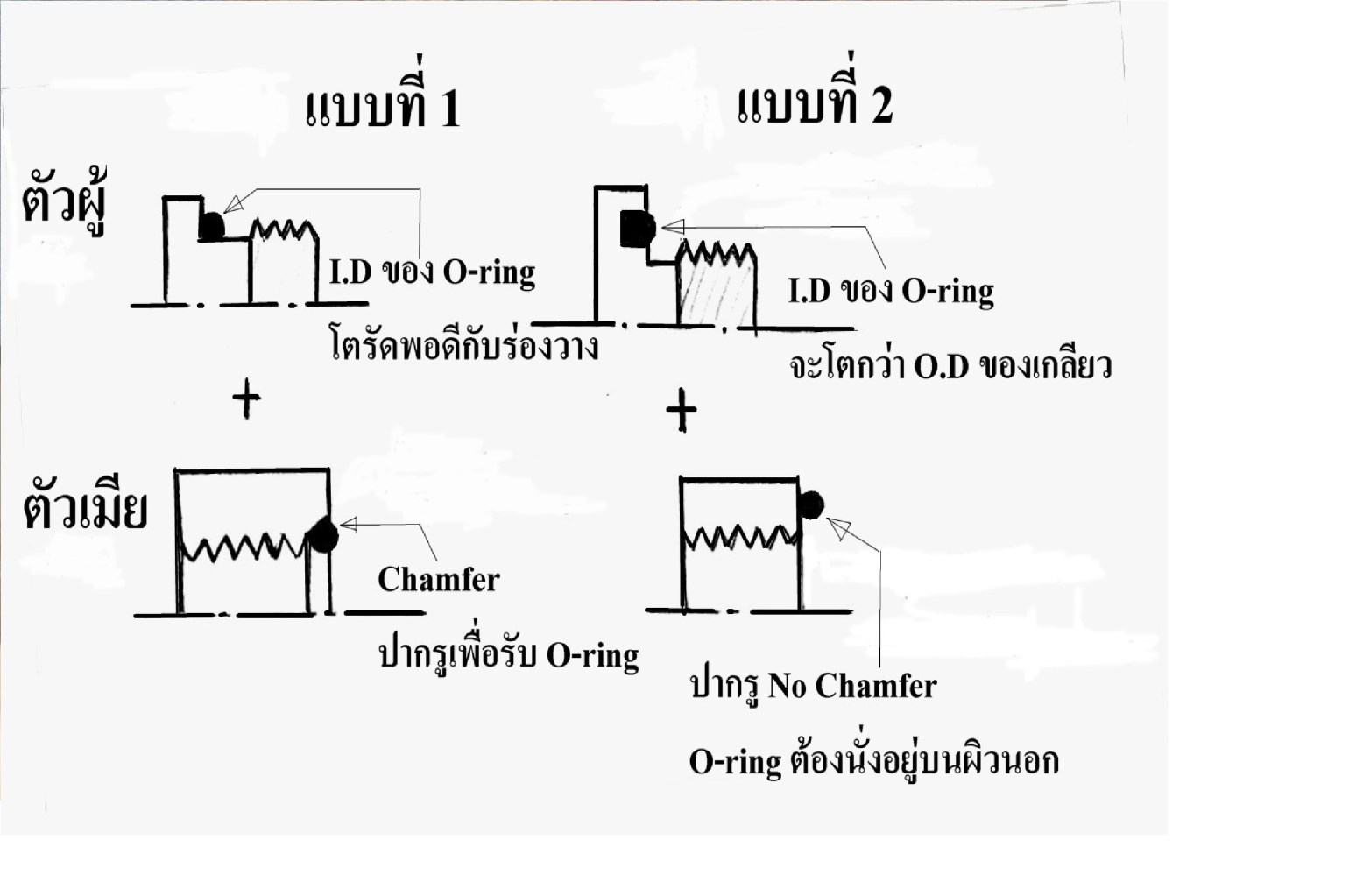
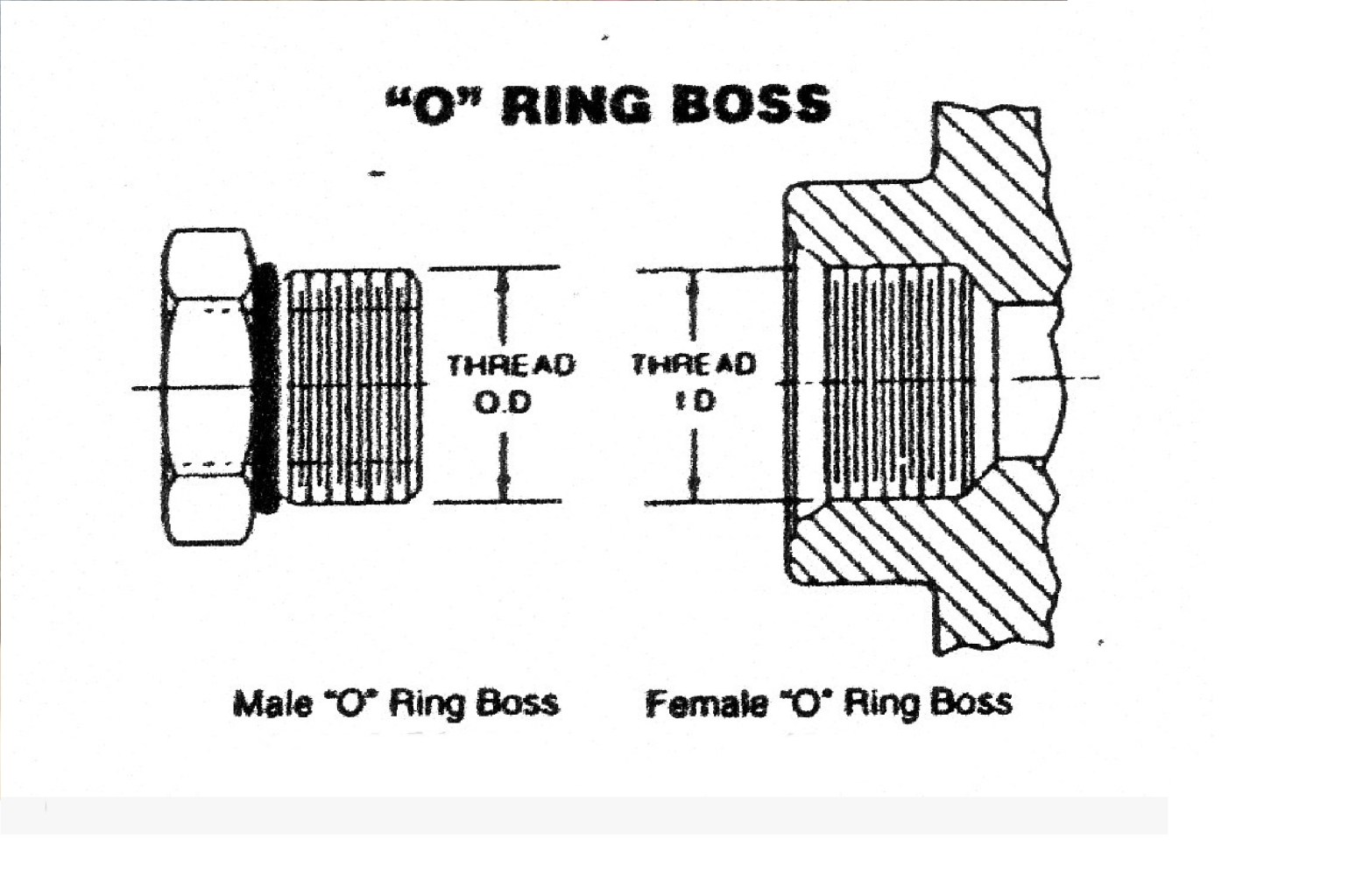
การทดสอบการติดตั้ง ข้อต่ออะแด็ปเตอร์ Oring Boss
- ลักษณะของการติดตั้ง Oring Boss Fitting เข้ากับ port แบบมี Chamfer และ No Chamfer
- ลักษณะที่ถูกต้องของ Oring Boss Fitting
- ตรวจสอบ Port ที่จะขันยึดให้ถูกต้องว่า มีคมหรือไม่ มี Chamfer หรือไม่
- ขันข้อต่อเข้า Port (Female Oring Boss) โดยใช้ประแจ ขันให้บ่าวาล์วยันกับ Oring
- ตั้งมุมองศา ของข้อต่อให้ถูกต้อง แล้วจึงขันน็อตล็อคโดยประแจ ให้แหวนรองWasher ดันอัดOring เข้าสู่ร่องChamfer ของPort
- ระยะชิ้นงานที่ตำแหน่ง (2) ระยะต้องเหมาะสม แต่ตำแหน่งนี้ไม่มีผลต่อการรั่วซึมของข้อต่อประเภท Oring Boss สักเท่าไร
- Washer Plain โค้งงอ การใส่แหวนรองโอริ่งมี 2 แบบ คือ
- ใส่แหวนรองที่รูในใหญ่กว่าเกลียว แล้วจึงใช้เครื่องจิ๊กบีบลดขนาดแหวนรองลง แบบนี้รูในแหวนรองจะเล็กกว่าเกลียว แต่ ขะเกิดรอยฟันบีบขึ้นที่ขอบแหวนรอง และ แหวนรองมีโอกาสบิกเป็นคลื่นไม่เรียบ
- โอริ่งขาดบ่อย ต้องดูว่า port ที่ติดตั้งมี Chamfer หรือไม่ ถ้าไม่มีต้องทำการขูดผายปากรูออก เพื่อไม่ให้ไปบาดโอริ่งขาด ส่วนโอริ่งที่ส่งให้ไป เป็นยางทนน้ำมัน ชนิด Nitrile Butadieneความแข็งมาตรฐานท้องตลาดทั่วไป ที่ Shore Hardness 70 โอริ่งที่ยืดหยุ่นและนิ่มจัดว่าเป็นโอริ่งที่ดี มีความนิ่มไม่แข็ง โอริ่งที่หมดอายุแล้วจะแข็ง ต้องเปลี่ยนใหม่
- ถ้าประกอบแล้วรั่ว น่าจะอยู่ที่การติดตั้งมากกว่า เพราะทางบริษัทได้ทำดำเนินการทดสอบมานานแล้วยังไม่เคยพบปัญหาการรั่วซึม หรือ ขันยึดแล้ว โอริ่งขาด เกิดขึ้นมาก่อนเลย ช่องว่างที่ตัวร่องวางโอริ่ง Oring Boss กับ แหวนรอง Washer และ ซีลโอริงยาง ฯลฯ ต้องได้ระยะเหมาะสม •ระยะคลอน Clearance ช่องว่างระหว่างแหวนรอง Washer กับ เพลาร่องวางซีล ขนาดระยะคลอนระหว่าง วงในของแหวน กับ เพลาร่องวางซีล ต้องให้เหลือน้อยที่สุด •ซีลโอริงแหวนยาง (สวมอัด) อย่าให้จมลงไปในร่อง Chamfer
• การอัดแหวนรองเข้าไปโดยตรง รูในแหวนรองจะเล็กกว่าฟันเกลียวเล็กน้อย เป็นการอัดแหวนรองเข้าโดยตรง ต้องใช้ความชำนาญสูง แหวนรอง จะไม่มีการบิดงอเป็นคลื่น •ไม่มีรอยฟันบีบ
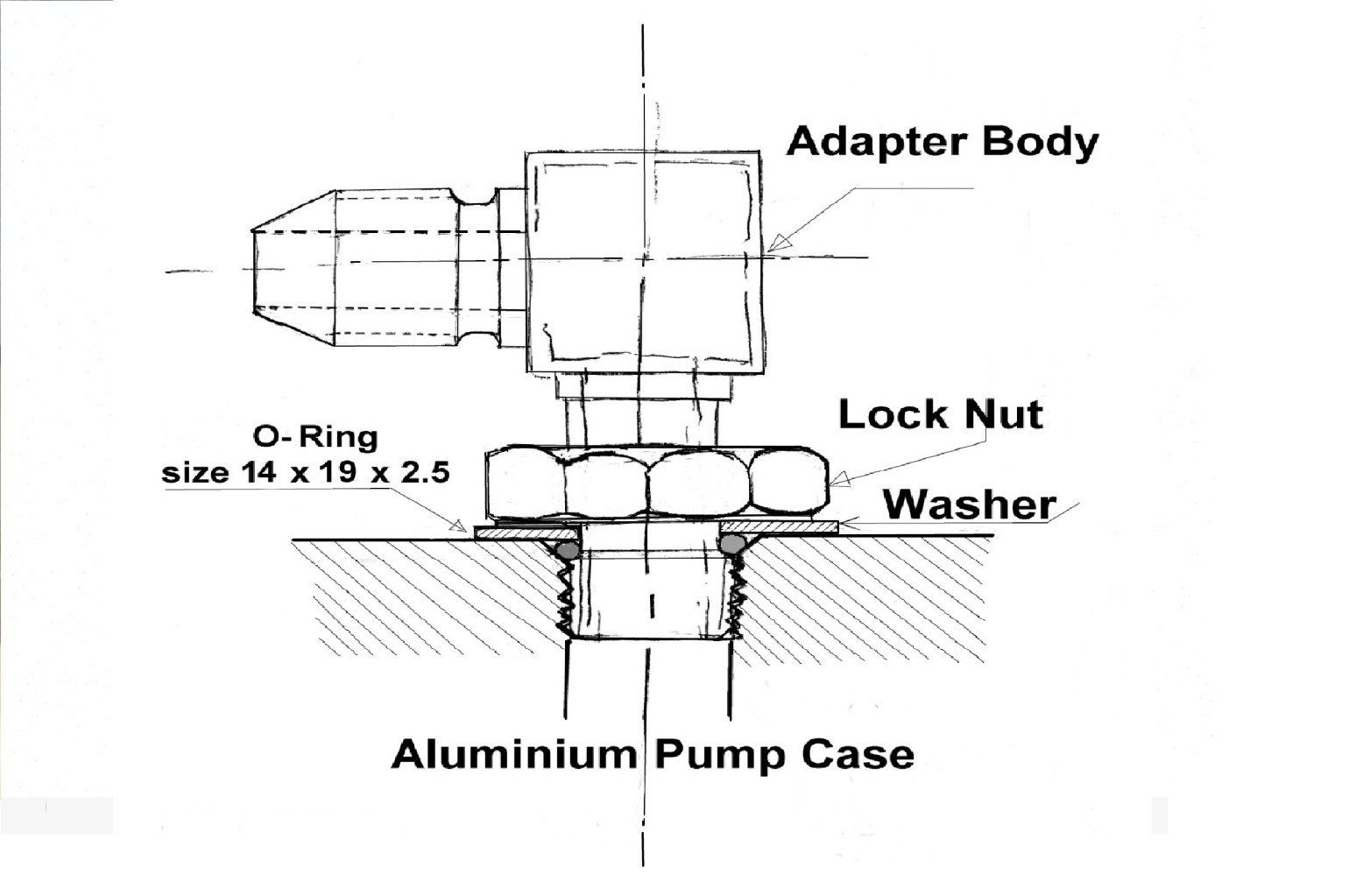
การติดตั้ง ข้อต่ออะแด็ปเตอร์ ที่มี แหวน+ล็อคนัท Elbow Washer + Lock Nut
- ลักษณะของการใช้ Rubber O-Ring Seal วางบนWasher Plain ของ Adapter ที่ติดตั้งเข้ากับ Case Port แบบ Full Chamfer โอริ่งวางจมเกือบมิดยู่ในร่อง Chamfer
- ลักษณะของ ซีลแหวนยาง Rubber O-Ring
- ลักษณะของข้อต่ออะแด็ปเตอร์ เมื่อใส่ แหวนรองยาง Rubber O-Ring Seal แล้ว ขันอัดเพื่อให้ซีลรัดแกนในของร่องวางซีลมากที่สุด
การควบคุมคุณภาพสายและข้อต่อไฮดดรอลิคของบริษัทฯ
แนวทางการป้องกันปัญหาจากการติดตั้ง- 1.ด้าน ขนาดชิ้นงาน บริษัทฯได้กำหนด Checked Point ระยะ ที่วัดขนาดได้ ให้อยู่ในช่วง ค่าพิกัดความคลาดเคลื่อน หรือ Tolerance การจะควบคุมและปรับปรุงขนาดให้ได้ในแต่ละ lot การผลิต ที่ตำแหน่งวัดชิ้นงานเหล่านี้ทำได้ยาก ถ้าวัตถุดิบที่ใช้เป็นเหล็กตัด ควรใช้วัตถุดิบการผลิตชิ้นงานจากการใช้บล็อคแม่พิมพ์ (Moulding) ที่ควบคุมขนาดได้เช่น การใช้เหล็กปั๊ม (Forging) และ ช่างกลึงก็ต้องเป็นผู้ที่มีฝีมือในงานวัดละเอียดสูงด้วย
- ด้านการประกอบติดตั้ง/ใช้งาน เรามีการเตรียมงาน ก่อนประกอบ ติดตั้ง แล้ว ควบคุมไม่ให้รั่วซึม สามารถทำได้ เพราะทางบริษัทฯมีอุปกรณ์เครื่องทดสอบการใช้งาน ที่แรงดันสูง สามารถตรวจเช็ค Hydraulic Hose Parts หรือ Hydraulic Fittings / Adapters โดยเครื่องทดสอบอัตโนมัติ UnimatiControl P 200 E จาก F.R.Germany ถ้ามีการรั่วซึมเครื่องจะบอกได้เลยภายใน ไม่กี่นาที่
- ขนาดของชิ้นงานที่ผลิตอยู่ในค่า พิกัดความคลาดเคลื่อน (Telerance) ที่ท่านต้องการ และ บริษัทฯ ก็มีการทดสอบที่รับรองว่าจะไม่มีการรั่วซึม ที่แรงดันใช้งานสูง อย่างแน่นอน แต่ก็ต้องขอความร่วมมือจากท่านในการให้ ยืมอุปกรณ์ชิ้นงานที่จะต่อเข้า ใช้ในการทดสอบด้วย เช่น ตัวปั๊มที่ทำด้วยเหล็กหล่อ / อลูมิเนียมแข็ง หรือ ตัวอย่าง port ที่จะต่อเข้าด้วย เป็นต้
- Standard Laboratory Testing Machine : for Hydraulic Hose Parts / Fittings / Adapters
- tandard Assembly Installation Method รูปแบบการติดตั้ง สายไฮดรอลิค ที่ ถูกต้อง CORRECT กับ ไม่ถูกต้อง INCORRECT
โดยใช้เครื่องทดสอบอัตโนมัติ Test bench machine UnimatiControl P200 E
ขั้นตอนการติดตั้งสายประกอบไฮดรอลิค
เครื่องตรวจเช็ค และ ทดสอบการใช้งานที่แรงดันสูง อัตโนมัติ Hydroscan test bench machine UnimatiControl P200 E
